机床制造厂都在尽至大的努力,确保导轨安装的**性。导轨被加工前,导轨和工作部件都已经过时效处理,以消除内应力。为了保证导轨的精度和延长使用寿命,铲花是一种常用的工艺方法。
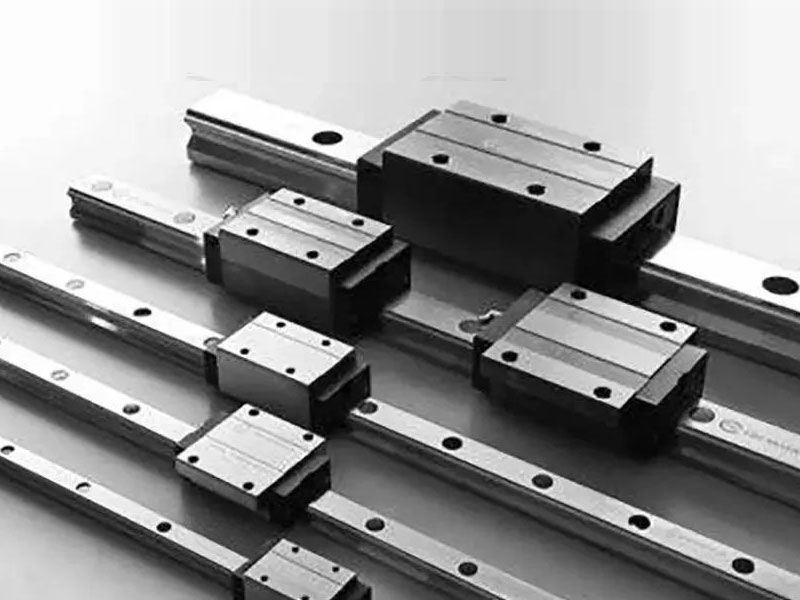
1、直线导轨
新的导轨系统使机床可获得快速进给速度,在主轴转速相同的情况下,快速进给是直线导轨的特点。直线导轨与平面导轨一样,有两个基本元件;一个作为导向的为固定元件,另一个是移动元件。为了保证机床的精度,床身或立柱少量的铲花是必不可少的,一般情况下,安装比较简单。直线导轨的移动元件和固定元件之间不用中间介质,而用滚动钢球。因为滚动钢球适应于高速运动、摩擦系数小、灵敏度高,满足运动部件的工作要求,如机床的刀架,拖板等。



工作时间过长,钢球开始磨损,作用在钢球上的预加负载开始减弱,导致机床工作部件运动精度的降低。如果要保持初始精度,必须更换导轨支架,甚至更换导轨。如果导轨系统已有预加负载作用。系统精度已丧失,方法是更换滚动元件。
2、直线滚柱导轨
直线滚柱导轨系统是平面导轨与直线滚柱导轨的组合,用滚柱安装在平行导轨上,用滚柱代替钢球承载机床的运动部件。优点是接触面积大、承载负荷大、灵敏度高。从床身尾部看,支架与滚柱置于平面导轨的顶面和侧面,为了获得高精度,在机床工作部件和支架内面之间,设置一块楔板,使预加负载作用于支架的侧面。
楔板的工作原理与斜铁相似,工作部件的重量作用于支架的顶面。由于作用在导轨系统上的预加负荷是可调的,为此楔板的损失得到补偿,这一特点被广泛用于中型或大型机床上,因为它对CNC指令反应灵敏,承受负荷大,直线滚柱导轨系统比传统的平面导机能经受高速运转,改善机床的性能。
3、镶钢导轨
机床上常用的导轨形式是镶钢导轨,它的使用已有很长的历史。镶钢导轨是导轨系统的固定元件,其截面为矩形。它可水平装在机床的床身上,也可以与床身铸成一体,分别被称为镶钢式或整体式。镶钢式导轨是由钢制成的,经淬硬和磨削。


硬度在洛氏硬度60度以上、把镶钢导轨用螺钉或粘结剂(环氧树脂)贴在机床床身或经刮研的立柱配合表面上,确保导轨获得至佳的平面度。这种形式,维修更换方便、简单,很受维修工人的欢迎。
镶钢导轨在横梁上的定位采用灌胶与普通型平键配合的形式,避免在淬火钢导轨上使用销子定位带 来的麻烦,以及键定位带来的横梁加工要求的提 高,使操作更加便捷 ;用螺钉将钢导轨固定于横 梁上后,使用滚花钢堵拍打入螺钉沉孔,方便效率高且成本低。此方法可广泛应用于数控机床上,灌胶定位方法更可应用于导轨以及任何需要定位,不 重复拆装的机构上。
4、滑动导轨
传统导轨的发展,首先表现在滑动元件和导轨形式上,滑动导轨的特点是导轨和滑动件之间使用了介质,形式的不同在于选择不同的介质。液压被广泛用于许多导轨系统。
静压导轨是其中的一种,液压油在压力作用下,进入滑动元件的沟槽,在导轨和滑动元件之间形成油膜,把导轨和移动元件隔开,这样大大减少移动元件的摩擦力。静压导轨对大负荷是**有效的,对偏心负荷有补偿作用。




利用油作为介质的另一种导轨形式是动压导轨,动压导轨与静压导轨的不同点是:油不是在压力下起作用的,它利用油的粘度来避免移动元件和导轨之间的直接接触,优点是节省液压油泵。
空气也可以用于移动元件和导轨之间的介质,它也有两种形式,气动静压导轨和气动动压导轨,工作原理与液压导轨相同。
液体静压导轨有以下优点:
(1) 由于导轨面间是纯液体摩擦,其摩擦系数极小,大幅降低驱动功率;
(2) 因系纯液体摩擦,故导轨不会磨损,寿命长,能长期保持制造精度,减少了维修工作量;
(3) 油膜厚度几乎不受速度的影响,即使在极低速时,也不会产生爬行;
(4) 油膜承载能力大,刚度髙,吸振性良好,导轨运动平稳;
(5) 油膜具有误差均化作用,可提高导轨运动精度。


0373-7762500,7762718
 微信公众号
微信公众号
 720° VR全景
720° VR全景